




“Uma isisebenzi sifuna ukwenza umsebenzi omuhle kumele siqale silole amathuluzi akhe.Isikulufa i-extruder, "njengesikhali esibalulekile" ezandleni zabakhiqizi embonini yepulasitiki, ikakhulukazi embonini yepulasitiki eguquliwe, ngokungangabazeki idlala indima ebaluleke kakhulu ekukhiqizeni nasekuphileni kwansuku zonke.Kungakhathaliseki ukuthi ukukhiqizwa kwasekhaya kwamakhulu ezinkulungwane noma ukuthengwa kwezigidi ezivela kwamanye amazwe, isikhathi sokuphumula se-extruder eyodwa noma ngaphezulu siyanqikaza kakhulu ukubona abakhiqizi.
Ngeke nje kudingeke izindleko ezengeziwe zokulungisa, kodwa okubaluleke nakakhulu, ukukhiqiza kuzothinteka futhi izinzuzo zezomnotho zizolahleka.Ngakho-ke, ukugcinwa kwe-extruder kubaluleke kakhulu kubakhiqizi abaningi.Ngakho, kanjani ukugcina isikulufa extruder?
Ukunakekelwa kwe-screw extruder ngokuvamile kuhlukaniswa ngokulungiswa kwansuku zonke nokunakekelwa okuvamile.Uyini umehluko nokuxhumana phakathi kwalokhu kokubili mayelana nokugcinwa kokuqukethwe kanye neminye imininingwane?
Isondlo sansuku zonke
Ukunakekelwa okujwayelekile kuwumsebenzi ojwayelekile, ongathathi amahora omuntu okusebenza kwemishini, futhi ngokuvamile uqedwa ngesikhathi sokushayela.Okugxilwe kukho ukuhlanza umshini, ukugcoba izingxenye ezihambayo, ukubophela izingxenye ezinentambo ezixekethile, ukuhlola nokulungisa injini, izinsimbi zokulawula, izingxenye zokusebenza namapayipi ngesikhathi.Ngokuvamile kudingeka unake amaphuzu alandelayo:
1. Njengoba uhlelo lokulawula ugesi lunezidingo eziphakeme ekushiseni okuzungezile kanye nokuvimbela uthuli, uhlelo lukagesi kufanele luhlukaniswe endaweni yokukhiqiza, futhi abalandeli be-ventilation noma umoya omncane kufanele bafakwe.Kunconywa ukubeka ikhabethe lokulawula ugesi ekamelweni elilula ukuze kugcinwe igumbi lihlanzekile kanye Nokungenisa umoya, ukuze izinga lokushisa langaphakathi lingabi ngaphezu kwama-40 ℃.

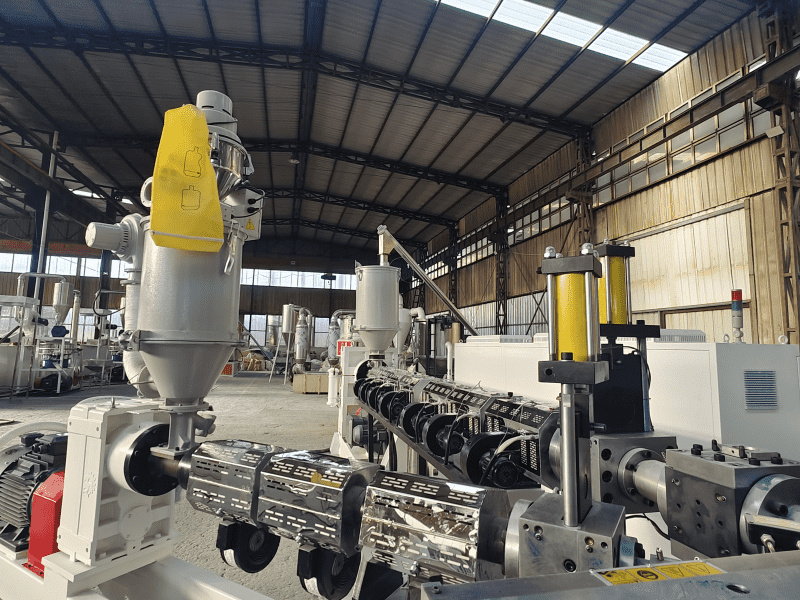
2. I-extruder ayivunyelwe ukusebenza ingenalutho, ukuze kuvinjelwe isikulufu nomshini ekugingqikeni.Ayivunyelwe ukweqa u-100r/min lapho umsingathi eqala ukungenzi lutho;lapho uqala umsingathi, qala uqale ngesivinini esiphansi, hlola ukuthi ingabe ukhona yini umsindo ongajwayelekile ngemva kokuqala umsingathi, bese ukhuphula kancane isivinini sosokhaya ungene phakathi kwebanga elivumelekile lenqubo (kungcono ukuzivumelanisa nezingcono kakhulu izwe).Lapho umshini omusha usebenza, umthwalo wamanje kufanele ube ngu-60-70%, futhi owamanje osetshenziswayo ojwayelekile akufanele udlule u-90%.Qaphela: Uma kunomsindo ongajwayelekile lapho i-extruder isebenza, kufanele imiswe ngokushesha ukuze ihlolwe noma ilungiswe.
3. Vula iphampu kawoyela kuqala lapho uqala, bese uvala iphampu kawoyela ngemva kokuvala umshini;iphampu yamanzi iqhubeka nokusebenza phakathi nenqubo yonke yokukhiqiza, futhi ukusebenza kwepompo yamanzi akukwazi ukumiswa ukuze kugwenywe ukubola kanye ne-carbonization yezinto ezisemgqonyeni womshini ngenxa yokukhuphuka kwezinga lokushisa lomshini womshini;ikhava yomoya ye-asbestos yesiphephetha-moya esiyinhloko sidinga ukuba Ihlanze njalo ukuze ugweme ukunamathela kothuli ngokweqile ukuze uvimbele i-windshield, okuholela ekulahlekeni kokushisa okwanele kwenjini nokukhubeka ngenxa yokushisa ngokweqile.
4. Hlanza uthuli, amathuluzi nama-sundries ebusweni beyunithi ngesikhathi.
5. Vimbela insimbi noma enye imfucumfucu ukuthi ingaweli ku-hopper, ukuze ungalimazi isikulufu nomgqomo.Ukuze uvimbele udoti wensimbi ukuthi ungangeni emgqonyeni, ingxenye kazibuthe noma ifreyimu kazibuthe ingafakwa echwebeni lokuphakela lombhobho lapho impahla ingena emgqonyeni.Ukuvimbela udoti ukuthi ungangeni emgqonyeni, impahla kufanele ihlolwe kusengaphambili.
6. Naka ukuhlanzeka kwendawo yokukhiqiza, futhi ungavumeli udoti nokungcola kuxube ezintweni ukuze uvimbele ipuleti yokuhlunga, okuzothinta ukukhishwa kanye nekhwalithi yomkhiqizo futhi kwandise ukumelana kwekhanda lomshini.
7. I-gearbox kufanele isebenzise amafutha okugcoba ashiwo encwadini yomshini, bese wengeza uwoyela ngokwezinga likawoyela elishiwo.Amafutha amancane kakhulu azoholela ekugcobeni okunganele, okuzonciphisa impilo yesevisi yezingxenye;Kulula ukuwohloka, futhi kwenza ukugcoba kungavumelekile, okuholela kumphumela wokulimaza izingxenye.Ingxenye yokuvuza kwamafutha yebhokisi lokunciphisa kufanele ishintshwe ngesikhathi ukuze kuqinisekiswe inani lamafutha okugcoba.
Ukugcinwa njalo
Ukugcinwa okuvamile kuvame ukwenziwa ngemuva kokuthi i-extruder isebenze ngokuqhubekayo amahora angama-2500-5000.Umshini udinga ukuhlakazwa ukuze uhlole, ulinganise, futhi uhlonze ukuguga kwezingxenye eziyinhloko, esikhundleni sezingxenye ezifinyelele umkhawulo wokuguga oshiwo, futhi ulungise izingxenye ezilimele.Ngokuvamile kudingeka unake amaphuzu alandelayo:
1. Njalo hlola ukuthi izikulufi nezinye izixhumi ezingaphezulu kweyunithi zikhululekile futhi ziboshwe ngendlela efanele ngesikhathi.Izinga lamafutha okugcoba ebhokisi lokudlulisa kufanele lengezwe noma lishintshwe ngesikhathi (ukungcola okungaphansi kwethangi lamafutha kufanele kuhlanzwe njalo).Emishinini emisha, uwoyela wenjini ngokuvamile ushintshwa njalo ngemva kwezinyanga ezi-3, bese kuthi ngemva kwezinyanga eziyisithupha kube unyaka owodwa.Isihlungi samafutha kanye nepayipi lokumunca uwoyela kufanele kuhlanzwe njalo (kanye ngenyanga).
2. Ukunakekelwa kwesinciphisi se-extruder kuyafana nalokho kwesinciphisi esijwayelekile.Ikakhulukazi hlola ukuguga nokwehluleka kwamagiya namabheringi.
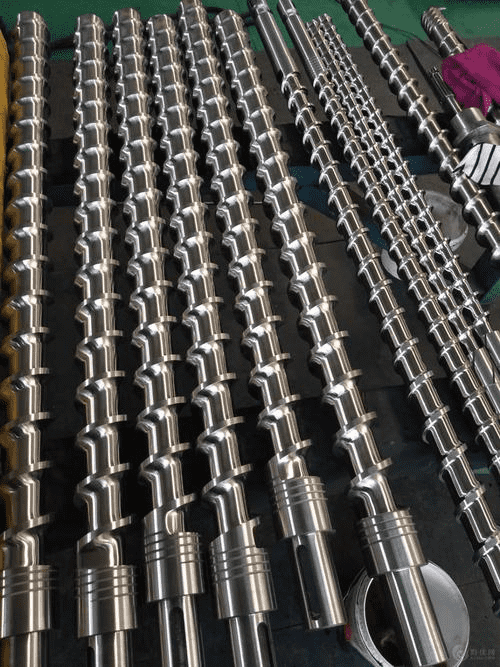
3. Uma ufaka kabusha, sicela uqaphele ukuthi izikulufi ezimbili A no-B kufanele zibe endaweni yokuqala futhi azikwazi ukushintshwa!Ngemuva kokuthi isikulufa esisanda kuhlanganiswa sifakwe emshinini, kufanele sivulwe ngesandla kuqala, futhi singavulwa ngesivinini esiphansi uma sizungeza ngokujwayelekile.Uma isikulufu noma umgqomo ungasetshenziswa isikhathi eside, kufanele kuthathwe izinyathelo zokulwa nokugqwala, futhi isikulufu kufanele silengiswe futhi sibekwe.Uma i-thread block ishiswa ngomlilo, ilangabi kufanele lihambe kwesokunxele nakwesokudla, futhi lihlanzeke ngenkathi livutha.Ungashi kakhulu (oluhlaza okwesibhakabhaka noma obomvu), ingasaphathwa eyokubeka intambo emanzini.
4. Ukulinganisa njalo ithuluzi lokulawula izinga lokushisa, hlola ukufaneleka kokulungiswa kwayo kanye nokuzwela kokulawula.
5. Amanzi acwengekile kufanele asetshenziswe ethangini lamanzi okupholisa emgqonyeni ukuvimbela ukwakheka kwesikali ukuvimba umzila wamanzi okupholisa emgqonyeni futhi kubangele ukwehluleka kwezinga lokushisa.Naka ukungeza amanzi ngendlela efanele ngesikhathi sokusetshenziswa ukuze uvimbele ukukhuliswa.Uma ivinjiwe, isilinda kufanele sishintshwe ukuze silungiswe okuthile.Uma kungekho ukuvinjelwa kodwa ukuphuma kwamanzi kuncane, kusho ukuthi kunesilinganiso.Amanzi ethangini lamanzi kufanele ashintshwe nge-dilute hydrochloric acid ukuze ajikeleze.Ngemuva kokuhlanza isikali sibe esijwayelekile, sishintshele ngamanzi a-distilled.Ngokuvamile, amanzi ethangini lamanzi asetshenziselwa ukupholisa umgqomo womshini, futhi amanzi emvelo esiwadlulayo asetshenziselwa ukupholisa ithange lamanzi.Hlola njalo izinga lamanzi ethangini lamanzi okupholisa, bese ulishintsha ngesikhathi uma liguquguquka.
6. Hlola ukuthi i-valve ye-solenoid isebenza ngokujwayelekile yini, ukuthi ikhoyili ishile yini, bese uyishintsha ngesikhathi.
7. Izizathu ezingenzeka zokuhluleka kwezinga lokushisa likhuphuke noma izinga lokushisa liqhubeke nokukhuphuka nokuwa: kungakhathaliseki ukuthi umbhangqwana we-galvanic ukhululekile;ukuthi i-relay endaweni yokushisa isebenza ngokujwayelekile;ukuthi i-valve ye-solenoid isebenza ngokujwayelekile.Shintsha i-heater eyonakele ngesikhathi futhi uqinise izikulufu.
8. Hlanza ukungcola ethangini levacuum(https://youtu.be/R5NYMCUU5XQ) ngokuhamba kwesikhathi, kanye nezinto ezisegunjini lokukhipha umoya ukuze kuvuleke ipayipi.Uma indandatho yokuvala yepompo ye-vacuum igqokile, idinga ukushintshwa ngesikhathi futhi ihlolwe njalo.Ukushaywa kwe-output shaft kufanele kube ngenxa yokulimala kwe-bearing futhi i-shaft iphukile futhi kufanele ishintshwe ngaphandle kwebhokisi.ukulahlekelwa ukwehluleka.
9. Ukuze injini ye-DC eshayela isikulufu ukuze sijikeleze, kuyadingeka ukugxila ekuhloleni ukuguga nokuxhumana kwamabhulashi, futhi uhlole njalo ukuthi ingabe ukumelana nokufakwa kwenjini kungaphezu kwenani elishiwo.Ngaphezu kwalokho, hlola ukuthi izintambo zokuxhuma nezinye izingxenye zigqwalile, futhi uthathe izinyathelo zokuzivikela.
10. Uma i-extruder idinga ukumiswa isikhathi eside, kufanele ifakwe ngamafutha aphikisana nokugqwala ezindaweni zokusebenza ze-screw, ifreyimu yomshini kanye nekhanda lomshini.Isikulufu esincane kufanele silengiswe emoyeni noma sifakwe ebhokisini lepulangwe elikhethekile, futhi sibekwe isicaba ngamabhulokhi okhuni ukuze kugwenywe ukubola noma ukulimaza isikulufu.
11. Udonga lwangaphakathi lwepayipi lamanzi okupholisa elixhunywe kwi-extruder lijwayele ukukala futhi ingaphandle kulula ukugqwala nokugqwala.Ukuhlolwa ngokucophelela kufanele kwenziwe ngesikhathi sokulungiswa.Isikali esiningi kakhulu sizovimba ipayipi, futhi umphumela wokupholisa ngeke ufezwe.Uma ukugqwala kubi kakhulu, amanzi azovuza.Ngakho-ke, izinyathelo zokwehlisa kanye nokupholisa i-anti-corrosion kufanele zithathwe ngesikhathi sokulungiswa.
12. Khetha umuntu okhethekile ozobhekelela ukugcinwa kwezinto zokusebenza.Irekhodi elinemininingwane yokulungisa nokulungisa ngakunye kufakwe efayeleni lokuphatha impahla yefekthri.
Eqinisweni, kungakhathaliseki ukuthi ukunakekelwa kwansuku zonke noma ukunakekelwa okuvamile, izinqubo ezimbili zokunakekela ziyahambisana futhi zibalulekile."Ukunakekelwa" ngokucophelela kwamathuluzi okukhiqiza, ngezinga elithile, kunciphisa izinga lokuhluleka ekukhiqizeni kwansuku zonke, ngaleyo ndlela kuqinisekiswe amandla okukhiqiza nokulondoloza ngempumelelo izindleko.
Isikhathi sokuthumela: Aug-08-2023






